
1000MW机组全厂自动化设计方案
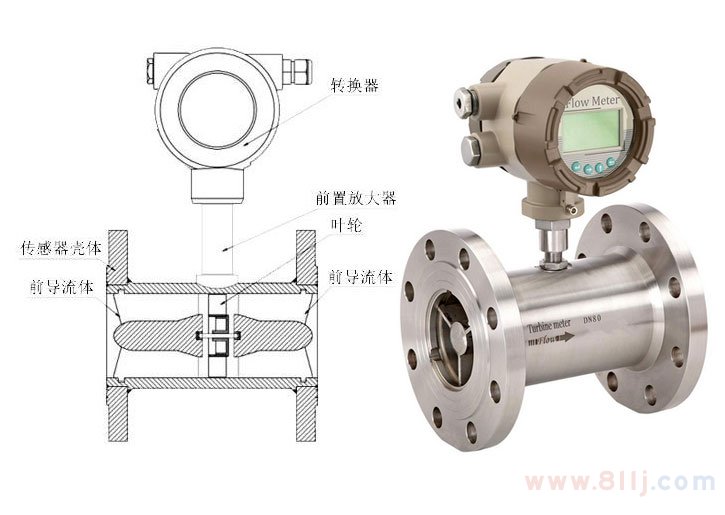
摘要:1000MW机组全厂自动化设计方案资讯由优秀的流量计、流量仪生产报价厂家为您提供。2004年11月由我国设计制造的首台60OMW超临界机组在华能沁北电厂投入商业运行。2006年11月国内首台1000MW超超临界机组在华能玉环电厂投入商业运行。对自动化控制而言,从60OMW机组到。更多的流量计厂家选型号价格报价欢迎您来电咨询,下面是1000MW机组全厂自动化设计方案文章详情。
2004年11月由我国设计制造的首台60OMW超临界机组在华能沁北电厂投入商业运行。2006年11月国内首台1000MW超超临界机组在华能玉环电厂投入商业运行。对自动化控制而言,从60OMW机组到10OOMW机组,尽管工艺流程没有变化,但是控制对象的特性变得更加复杂。另外,由于机组容量的增加,对机组运行的安全性、可靠性指标及控制性能要求更高,而这种变化不同于30OMW亚临界机组到600MW亚临界机组的控制,其变化使得控制技术水平大幅度提升,从而引起机组全过程控制策略的多变性和复杂性。为此,本文以10OOMW机组为讨论对象,提出了1000MW机组自动化设计方案,并对该方案进行探讨。一、全厂自动化规划
根据全厂监控、信息共享、过程数据处理智能化、生产指导系统专家化要求,对全厂自动化进行规划。将全厂监控分析系统规划为由厂级监控信息系统(SIS)、DCS、电气全厂网控系统(NCS)、全厂辅助车间监控网(简称辅网)以及脱硫分散控制系统(FGD-DCS)5部分组成,并与全厂管理信息系统(MIS)联网,实现过程控制功能分散、信息集中管理、数据分类处理、生产指导信息的智能化和知识化。
二、机组自动化设计方案探讨
2.1设计中面临的新问题
(1)对自动化、信息化要求提高由于1000MW机组锅炉控制特性的复杂性、汽轮机保安系统和调节系统技术性能指标的高要求、机组及辅助车间集中监控和全厂生产定员标准的提高,从而对机组和辅助车间自动化水平提出了更高的要求。
(2)单元机组监控范围扩大10OOMW机组自动化和信息化水平的提高,必然导致机组DCS监控范围的扩大。
(3)I/0点和通讯接口增多10OOMW机组监控范围的扩大和控制对象的复杂化,使得系统的I/0点和通讯接口增加。1台10OOMW机组的I/0点约(11000~12000)点左右,比600MW机组多(3000~4000)点左右。I/0点和网络通讯接口的增加对DCS控制的性能提出了更高的要求。
(4)辅网I/0规模与监控范围增大全厂集中监控要求厂内主要辅助车间取消就地值班员,只保留就地调试维护站和个别短期就地控制室(用于基建调试),使得全厂辅助车间监控网络扩大,以满足全厂集中控制的辅网替代传统的水、煤、灰独立监控网。全厂辅助车间控制由传统的就地相对集中控制模式过渡到全厂集中控制,I/0点和网络通讯接口的增加对用于辅助设备控制的PLC控制网络系统的性能提出了更高的要求。采用通用监控软件和集中数据库管理,将PLC过程数据与人机接口上的监控库信息进行二次转换的模式,已经难于满足大容量机组辅助车间的监控和数据分析及处理的要求,辅助设备控制系统采用一体化监控和分布式数据库已成为辅助设备控制优化设计的发展趋势。
(5)取源部件的选择将成为设计难点由于10OOMW机组主、再热蒸汽温度超过600℃,特别是主蒸汽管道不但温度超过60O℃,且其压力也超过25MPa,因此使得温度和压力的取源部件与亚临界参数机组相比有很大的不同。为消除测温管座与热偶套管在高温状态下较大的热膨胀,同时考虑10OOMW机组超超临界参数下金属的强度和寿命要求,热偶套管采用与管道母材同样材质zui为适宜;一次门前的仪表取样管也采用与管道母材同材质小口径管件,其管件的采购、套管加工、现场焊接工艺的难度增大。随着机组容量的增加和压力、温度参数的提高,对仪表阀特别是一次阀的配制方式、选厂选型也提出了更高的要求。
(6)机组控制技术难度加大与6OOMW超临界机组相比,10OOMW机组锅炉控制,如炉膛安全监控系统(FSSS)、给水、负荷、蒸汽温度等控制难以掌握;汽轮机保安系统的典型设计变化也较大:考虑到控制的可靠性,主汽阀和调节汽阀关闭时间、特殊工况下的调节性能等多项技术要求,跳闸电磁阀从汽轮机头紧急遮断电磁阀扩展到每个调节阀上,跳闸电磁阀的冗余设计也从紧急遮断电磁阀扩展到每个调节阀上;保护信号控制回路从原来的三取二冗余设计变为硬、软件三取二再加继电器三取二的组合式冗余设计;汽轮机自启停系统(ATC)的核心控制策略(即应力计算程序)和计算模型全部由外方设计且对用户未完全开放。
2.2全厂集中监控
全厂采用4机1控(即4台机组公用1个集控室)及辅助车间集中监控的模式,集控楼宜布置在2号、3号机组之间。机组以DCS为监控核心,公用系统、辅助车间以PLC组成的辅助设备监控网络为监控中心。完全实现全厂单元机组、网控、全厂辅助车间和公用系统的集中监控。可以考虑按5个监控区域布置,即每台机组占1个监控区域,全厂公用系统(补给水、工业水、污水处理、制氢、燃油系统、全厂空调、脱硫、NCS等)占1个监控区域。采取4机1控方案主要有以下优点:
(1)单元机组与公用系统、辅助车间控制系统的过程信息易于共享,设备运行信息反馈快,值长指挥调度便捷。
(2)有利于提高劳动生产率。如果典型设计每台机组按2个运行人员、2台机组1个机长配置,4机1控则可以4台机组共设1个机长,则运行人员减少10人。4台机组的巡检员集中调用,每值由典型设计的12人减少到8人,5值共可减少20人。
(3)便于设备维护、消缺处理和检修管理。
(4)可少建1套集控室和相应的集控室周边配套间(办票室、交接班室、备餐室、会议室等),节约工程造价。
采用4机1控的不利因素主要是集控室距离部分机组较远,而且3号、4号机组安装调试时对生产机组有较大干扰,但整体来说对机组运行的安全性、经济性、劳动生产率、运行环境没有长期影响。
2.3机组控制方式
以DCS作为机组监控核心,在集控室实现单元机组炉、机、电、厂用电集中控制。机组DCS控制范围包括FSSS、顺序控制系统(SCS)、模拟量控制系统(MCS)、机组协调控制(UCC)、旁路控制系统(BPC)、电气控制系统(ECS)、发变组控制、凝结水精处理;锅炉吹灰、除灰(渣)、电除尘、等离子点火系统采用PLC控制并与DCS通讯,与机组DCS共用操作员站。数字式电液控制系统(DEH)可以考虑与DCS硬件统一选型,以便于运行全能监控,降低控制系统的维护量和成本。
(1)机组控制系统硬件的统一性和系统软件的兼容性、开放性,尽可能扩大DCS的控制范围。
(2)10OOMW机组的DEH与DCS硬件统一选型,要以设备厂家的运行业绩或技术水平为前提;考虑到汽轮机紧急跳闸系统(ETS)的处理速度和装置的特殊安全性要求,ETS的硬件不强调与DCS硬件统一,采用满足ETS控制技术性能要求的PLC为宜。
(3)对于全厂辅网的规划设计,考虑到运行人员监
控范围和辅网容量的优化,原属于机组辅助车间控制的除灰(渣)、电除尘系统由机组运行人员进行控制管理。
(4)在条件允许的情况下,锅炉壁温检测、发电机温度检测、循环水泵房、淡水泵房、燃油泵房、空压机站、制氢站等均可采用DCS远程1/0站进行监控,可避免信号长距离传输的衰减和干扰,也便于基建安装和生产维护。
(5)考虑到国内10OOMW机组运行经验及其在电网中的重要性,从安全性、可靠性角度出发,根据发变组与厂用电系统的监控要求,采用硬接线方式接人DCS进行控制,木采用发变组、厂用电监控系统与DCS进行数据通讯实现监控的方案,以及不强调采用现场总线系统。如果厂用电监控系统设计采用现场总线控制系统(FCS),其系统应具有与SIS的数据通讯接口,以便电气维护人员和生产管理人员通过SIS了解厂用电系统运行计量信息和设备诊断维护信息。DCS不设置与FCS的通讯接口。
2.4机组辅助系统控制方案
锅炉吹灰、除灰(渣)、电除尘、等离子点火等锅炉辅助系统全部采用PLC控制,并与DCS通讯进行集中监控,与机组DCS共享操作员站。凝结水精处理系统为连续运行系统,从而列为机组工艺系统,直接由DCS控制。归入机组集中监控的辅助车间,就地均无运行人员,仅设就地操作站(或就地调试维护站)。
锅炉辅助系统采用PLC与DCS通讯的方案,主要考虑:
(1)尽量减少DCSI/0点数量。辅助系统的5个子系统I/0点数约为3000点。如果中间点数为15000点,全部采用DCS远程I/0控制时,系统I/O点数量将增加18000点。如果采用PLC与DCS通讯方式,DCSI/0点数量仅增加4000点左右,对节省DCS资源效果明显。
(2)锅炉吹灰、等离子点火系统是非连续运行系统,特别是等离子点火系统只在机组起动和低负荷稳燃时才投用,采用没有后备操作手段的PLC控制方式,完全可以满足锅炉运行的可靠性要求;除灰(渣)、电除尘系统考虑后备操作手段,在就地电子间布置PLC上位机,以满足机组调试和设备故障处理的需要。
(3)除灰(渣)、电除尘系统和凝结水精处理不宜并入辅网进行控制,否则在4台机组建成后,将16个辅助系统并入辅网,如果统一到辅网中,对控制系统的扩容和辅助车间的运行管理十分不便。如凝结水精处理再生装置为2台机组公用且连续运行,采用DCS控制较为合理。
(4)辅助系统PLC与DCS通讯后,辅助系统控制与DCS共享人机界面,对于运行人员来说,其设备与在DCS内控制一样,监控画面采用与DCS相同的风格,改善了人机操作环境。
(5)采用相同品牌型号的PLC和比较成熟的一体化监控软件,可以减少设计、供货、调试等接口和协调难度,缩短现场安装调试工期,提高基建管理效率。
2.5机组公用系统优化设计
机组公用系统控制范围包括厂用电共用部分、全厂空压机系统、凝结水精处理再生部分、燃油系统。设置DCS公用系统控制网(简称公用网),共享2台机组的DCS操作员站,并且2台机组公用操作员站的操作相互闭锁。
(1)机组公用系统仅考虑2台机组的公用系统,全厂性的公用系统统一在辅网中控制。
(2)考虑由机组公用网控制的设备尽量少一些,以减少网络间通讯数据的交换负荷。
(3)机组公用系统过程控制站为连续运行,在控制系统设计时应考虑操作控制权可在2台机组操作员站间切换,重要设备具有后备操作手段,以保证控制系统故障时能进行就地后备操作。
2.6辅网控制
由PLC实现辅助系统控制,采用统一PLC硬件和一体化监控软件组成辅网控制,在集控室集中控制。控制范围包括补给水系统、淡水系统、废水处理系统、循环水加氯系统、制氢站、输煤系统、全厂空调系统等。输煤车间在输煤综合楼内可以设就地控制室;其它各辅助车间设就地操作站(或就地调试维护站),仅用于基建调试、生产调试和故障处理,同时亦可作为就地临时巡检室,投产时均全部过渡到辅网上集中控制。在外部管理条件满足和设备稳定运行后,全厂设备的控制zui终将过渡到全厂集中控制(包括输煤系统)。
为了实现上述辅助车间系统优化设计方案应考虑:
(1)全厂采用一点集中控制,辅助车间必须采用功能分散、集中监控的方案。
(2)由PLC构成的辅网控制系统,成本比采用DCS远程I/0控制要低得多,而且控制系统集成简单、调试方便。部分辅助车间根据需要可以采取项目整体承包方式,即由工艺系统承包商配套提供控制系统,PLC品牌型号与全厂采用的PLC统一。这样,可以减少设计供货、调试等接口和协调难度。
(3)部分分布较远且控制点数量较少的车间,可以采用PLC远程I/0进行控制。生活污水与含油废水远程I/0可接入工业废水系统PLC;淡水系统远程I/0可接入补给水系统PLC;煤码头、转运站和煤仓间远程I/0可接入输煤程控PLC;3号、4号机组空调控制系统远程I/0可与1号、2号机组空调控制系统共用l个PLC等。
2.7脱硫系统控制
考虑到目前10OOMW机组湿法脱硫系统的I/O点容量和以后扩建I/0点容量均比较大,采用DCS作为全厂脱硫控制系统,操作员站布置在集控室和脱硫就地控制室,调试期间脱硫系统就地控制,机组投产后在集控室内远程控制,实现全厂一点集中控制。若采用海水脱硫方案时,系统将设置脱硫专用远程站并纳入机组DCS控制。
脱硫系统采用DCS控制主要考虑:
(1)控制系统容量按4台机组进行规划,其I/0点近8000点,不宜并入辅网控制。
(2)湿法脱硫工艺系统比较复杂,操作维护量较大,采用DCS能够满足其系统控制要求。
(3)扩建机组脱硫系统的每个吸收塔及相应的辅助设备可采用2套DCS远程站进行控制,仅设置就地单电子间即可,新建系统应用软件可以集成到前期机组脱硫控制系统中。
(4)为未来机组脱硝预留控制空间,采用远程站尤式进行控制。
(5)单元机组脱硫控制系统不宜并入机组DCS控制。
2.8工程师站室与电子设备间布置
工程师站室应与集控室、运行交接班室、办票室现场会议室统筹考虑,工程师站室应集中布置在集书室旁边,4台机组合用2个工程师站室。如果主厂房内设备布置比较紧凑,没有集中布置电子间的空间林组电子间可采用机、炉、厂用电电子间相对分散的布置方案。即机、炉电子间布置在2台炉之间;厂用电电子间与电气二次盘柜室合并布置。为了便于热控设备检修维护,在汽轮机(或锅炉)电子间或其隔壁房间布置必要的工程师站。
三、结语
(1)机组自动化水平和可靠性与机组经济、稳定己行密切相关,自动控制装置的高投入率和协调控制下良好的变负荷调节性能,将为机组运行的经济性提供保证。
(2)采取4机1控将集控楼布置在2号、3号机组间的方案,可为全厂集中控制创造有利条件,增大运行集中监控设备的幅度,提高劳动生产率。
以上就是本文全部内容,欢迎您来电咨询我厂家流量计选型、报价等内容。

《1000MW机组全厂自动化设计方案》本文地址:https://www.8llj.com/news/2251.html 转载请勿删除!
- 上一篇:有关于容积式流量计量表调试使用的解释
- 下一篇:V锥流量计量表技术失误规范








 皖公网安备 34118102000583号
皖公网安备 34118102000583号